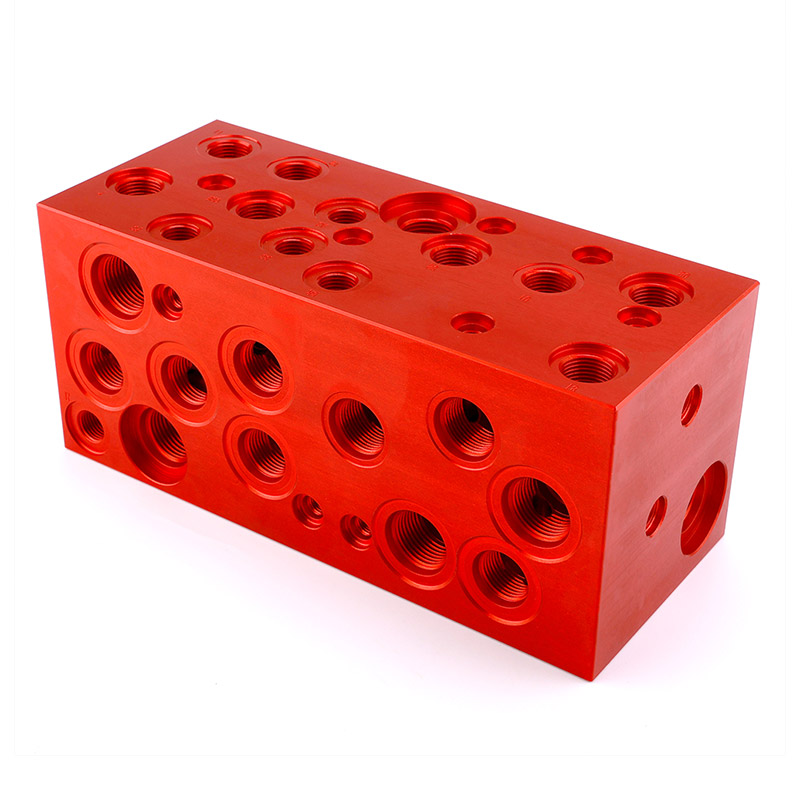
咱们搞工程的,最怕听见啥?怕听见现场喊“停机了”!我在车间摸爬滚打三十年,见多了那些坐办公室的采购,为了省那三瓜俩枣,买回来一堆看着光鲜、上机就废的通用件。外行看热闹,内行看门道。咱们说的重工级液压阀块,跟市面上几十块钱一斤的大路货,根本不是一个物种。
要想机器不趴窝,干活不掉链子,找cnc零件非标定制厂家的时候,这三个死规矩绝对不能破。这也是很多小作坊不敢告诉你的“内幕”,今天我就把这层窗户纸捅破。
第一,选材别光盯着“硬度”,不懂“韧性”就是耍流氓
很多老板以为阀块越硬越好,这纯属误区。咱们工程机械,特别是带破碎锤的挖机,干起活来那是地动山摇。如果材料太脆,硬度是够了,但震久了内部会产生“内伤”,也就是微裂纹。
真正懂行的cnc零件非标定制厂家,在做重工级定制时,首选肯定是QT500-7球墨铸铁。为啥?这种材料不仅耐高压,抗得住35Mpa以上的冲击,最关键是它有吸震功能。它就像一块坚硬的海绵,能把液压泵传来的高频震动给“吃”掉一部分,保护里面的阀芯不被震坏。那些用普通45号钢甚至铸铁废料回炉凑数的,用不了多久就会出现沙眼漏油,到时候神仙也修不好,只能换总成。
第二,流道设计得避开“高温陷阱”,别让液压油煎鸡蛋
你有没有发现,有些机器干活才一小时,液压油烫得能煎鸡蛋?这多半是阀块内部流道设计太烂!普通阀块的内部油路往往是直角硬拐弯,油流过去阻力大,摩擦生热,这就是“液压发热”的元凶。
咱们做定制,必须得上CFD流场模拟软件跑一遍。把直角弯改成“大圆弧过渡”,优化孔径配比。这不仅仅是为了省油,更是为了防气蚀。油流顺畅了,就不会产生气泡爆炸去剥蚀金属内壁,阀块寿命直接翻倍。这一点,没有设计能力的普通加工店根本做不到,必须得找有技术底蕴的cnc零件非标定制厂家才能搞定。
第三,“去毛刺”才是核心机密,拿锉刀刮的都是扯淡
这一点是重中之重!90%的“动作卡顿”、“阀芯卡死”,罪魁祸首就是阀块内部的一根头发丝细的铁屑,也就是毛刺。

小作坊加工完,那是拿锉刀随便刮刮,甚至拿高压气吹一下就完事,死角里的毛刺根本去不掉。油一冲,毛刺掉下来卡在阀芯里,机器立马歇菜。真正的重工级工艺,得用热能去毛刺(ECD)或者高压水射流。这是把阀块扔进特制设备里,利用高温瞬间把所有死角里的毛刺烧成灰,或者用水刀冲干净。拿显微镜看,里面得跟镜子一样光溜。这种工艺出来的阀块,装上去你就放心用,根本不存在“卡阀”这一说。
所以说,别总觉得定制就是把图纸做出来那么简单。材料、设计、后处理,哪一个环节掉链子,最后买单的都是你自己。找对厂家,多花那点钱,买的是机器十年的安稳。