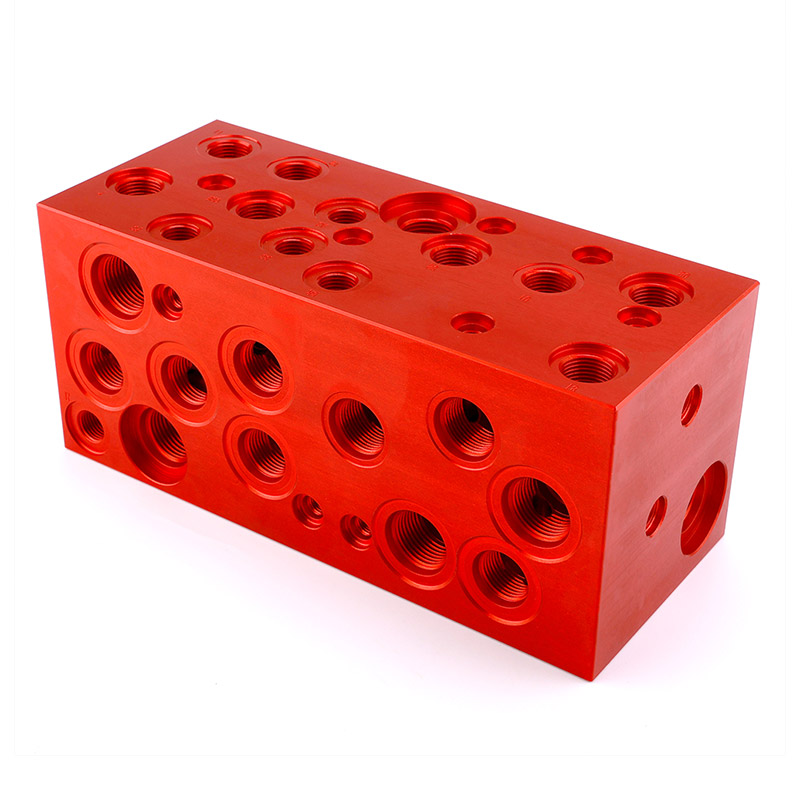
这是一个非常专业且具体的工程需求。定制食品级POM(聚甲醛)液压阀块通常用于食品加工机械、饮料灌装设备或制药设备中,这些场景要求部件既具有良好的机械性能,又必须符合严格的卫生标准。
以下是关于定制此类零件的完整指南,涵盖了材料特性、设计考量、加工工艺及合规性要求。
核心材料:食品级 POM (聚甲醛)
POM(又称赛钢、特灵)是一种高结晶聚合物,具有优异的机械性能。但在食品行业应用时,必须选用经过认证的特定牌号。
为什么选择 POM?
高强度与刚性: 能够承受液压系统的一定压力(虽然通常低于金属阀块的承压能力,但在低压液压或气动系统中表现优异)。
低摩擦系数与耐磨性: 适合阀芯频繁移动的场景。
低吸水率: 在潮湿环境中尺寸稳定性好,不易滋生细菌。
耐化学性: 能耐受大多数食品加工中的清洁剂和消毒剂(但在强酸强碱下需谨慎)。
食品级认证要求:
必须符合 FDA (美国食品药品监督管理局) 21 CFR 177.2470 标准。
或者符合 EU 10/2011 (欧盟食品接触塑料法规)。
常见的食品级POM牌号包括:DuPont Delrin® FG系列, Celanese Hostaform® 等。
严查食品级POM阀块的材料合规性
食品级POM阀块必须具备FDA 21 CFR 177.2470或EU 10/2011认证。普通POM不具备生物相容性,采购时需指定DuPont Delrin FG等专用牌号,并要求供应商提供原厂材质证明(COC),杜绝以次充好。
重新评估食品级POM阀块的耐压与连接设计
食品级POM阀块抗拉强度仅为60-70 MPa,远低于金属。应用于液压系统时,建议限制在100 bar以内的低压或气动工况。设计时必须增加壁厚以防爆裂,且螺纹接口处应植入不锈钢嵌件,防止食品级POM阀块在拆卸中滑丝。
制造食品级POM阀块必须包含退火工序
POM材料加工后内应力极大。为保证食品级POM阀块的尺寸稳定性和孔位同轴度,粗加工后必须进行去应力退火处理。未经过退火的零件在使用中极易发生翘曲变形,导致阀芯卡死或泄漏。
液压阀块")
彻底清除食品级POM阀块内部毛刺
交叉孔毛刺是污染食品的隐患。由于POM韧性强,普通去毛刺困难,加工食品级POM阀块时需采用手工精修或冷冻去毛刺技术。同时,必须使用水溶性冷却液并彻底清洗,确保无化学残留。
质量控制与合规性 (QC & Compliance)
在定制过程中,您需要向供应商提出以下要求:
材料证明 (COC/COA): 供应商必须提供原材料的食品级证书(FDA或EU合规文件)。
可追溯性: 确保加工过程中没有使用非食品级切削液或与其他有毒材料交叉污染。
表面粗糙度报告: 阀孔和密封面的粗糙度通常要求 Ra 0.4 - 0.8 μm,以确保密封性能和易清洁性(避免细菌藏匿)。
耐压测试: 出厂前应进行气密性或水压测试,确保无泄漏。
明确食品级POM阀块的最终验收标准
收货时需重点检测三项指标:
一是流道粗糙度需达到Ra 0.4至0.8微米以防细菌滋生;
二是必须提供气密性或水压测试报告;
三是确保食品级POM阀块全程无有毒切削液污染,具备完整可追溯性。
总结:定制流程建议
如果您需要定制此类零件,建议遵循以下步骤:
明确工况: 确定系统的工作压力、介质(水、油、糖浆等)、温度范围。
图纸优化: 咨询工程师,将金属阀块的设计图纸转换为适合塑料加工的设计(增加壁厚、优化螺纹)。
选材确认: 指定具体的食品级POM牌号(如 Delrin 150 FG)。
找对厂家: 寻找有工程塑料加工经验且熟悉医疗/食品行业标准的CNC加工厂。