液压阀总卡滞?电化学去毛刺如何彻底解决交叉孔光洁度难题!
文章出处:行业新闻 责任编辑:斯迈尔机械 阅读量:195 发表时间:2026-03-12
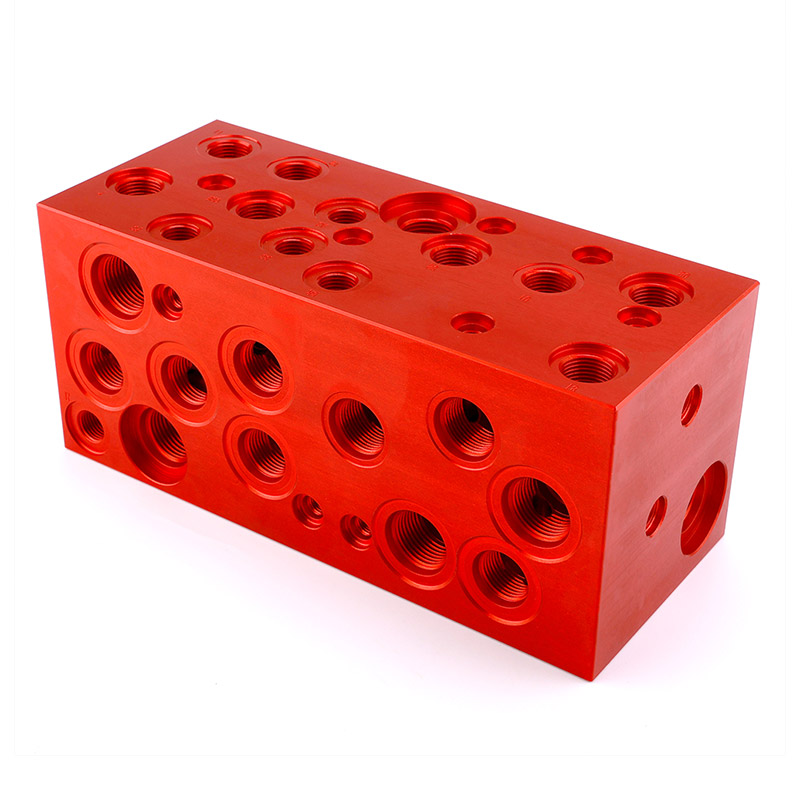
电化学去毛刺(Electrochemical Deburring, 简称ECD)在处理液压阀块时,其表面光洁度(表面粗糙度)表现非常优异。事实上,电化学去毛刺不仅能有效去除复杂的内部毛刺,还能在加工区域附带实现“电解抛光”的效果,显著提升表面质量。
以下是电化学去毛刺在液压阀块应用中关于表面光洁度的具体表现和特点:
1. 显著降低表面粗糙度(提升光洁度)
- 微观整平效应: 电化学去毛刺的原理是阳极溶解。在微观层面上,金属表面的微小凸起(毛刺和粗糙峰)处的电流密度最高,溶解速度最快;而凹谷处的电流密度低,溶解慢。这种差异溶解作用使得加工区域的表面变得非常平滑。
- 典型粗糙度数值: 经过电化学去毛刺处理后,加工区域的表面粗糙度(Ra)通常可以降低到 Ra 0.2 ∼\sim∼ Ra 0.8 μm\mu mμm 之间(具体取决于初始表面状态、材料和加工参数)。相比传统的机械去毛刺,表面光洁度有质的飞跃。
2. 形成理想的平滑圆角(倒角效应)
- 液压阀块内部有大量的交叉孔(相交孔)。机械去毛刺往往难以触及,或者容易留下二次毛刺。
- 电化学去毛刺不仅能彻底去除交叉孔处的毛刺,还能在相交边缘形成均匀、平滑的圆角(通常半径在 0.2mm 到 1.5mm 之间可控)。这种平滑的过渡面极大地改善了液压油的流体动力学性能,减少了流体阻力、气蚀和局部涡流。

3. 无机械应力与热应力
- 传统的机械打磨、刷光或热能去毛刺(爆炸去毛刺)可能会在表面留下划痕、残余应力或导致局部微观退火。
- 电化学去毛刺是一种“冷加工”且非接触式的工艺。加工后的表面没有刀痕、没有机械变形、没有热影响区,保留了材料原有的金相组织,这对于承受高压的液压阀块来说至关重要。
4. 极高的清洁度
- 液压系统对阀块的清洁度要求极高,任何脱落的微小金属颗粒都可能导致滑阀卡死。
- 电化学去毛刺将毛刺直接转化为金属离子溶解在电解液中,不会产生任何金属粉尘或碎屑。加工后只需进行简单的冲洗和防锈处理,即可达到极高的颗粒物清洁度标准。
影响光洁度表现的因素
尽管表现优异,但最终的光洁度也会受到以下因素的影响:
- 材料材质: 碳钢、不锈钢、铝合金等不同材质所需的电解液配方不同。材质越均匀(如优质球墨铸铁或不锈钢),去毛刺后的光洁度越好;如果材料内部有较多杂质或夹渣,可能会出现微小的点蚀。
- 电解液配方与参数: 电解液的浓度、温度、流速,以及加工电压和时间,都需要针对具体的阀块进行优化,以达到去毛刺和抛光的最佳平衡。
- 阴极工装设计: 阴极(工具电极)的设计精度直接决定了电流分布。合理的阴极设计能确保交叉孔毛刺被去除的同时,不破坏孔壁其他部位的尺寸精度和光洁度。
总结:
对于液压阀块而言,电化学去毛刺不仅是一种高效的去毛刺手段,更是一种表面优化工艺。它能提供无毛刺、高光洁度、平滑圆角且无残余应力的优质内孔表面,是目前高端液压阀块(如工程机械、航空航天液压件)制造中最理想的去毛刺工艺之一。